はんだ付けのコツ 初心者向け|失敗しない7つのポイント
はんだ付けのコツ 初心者向け|失敗しない7つのポイント
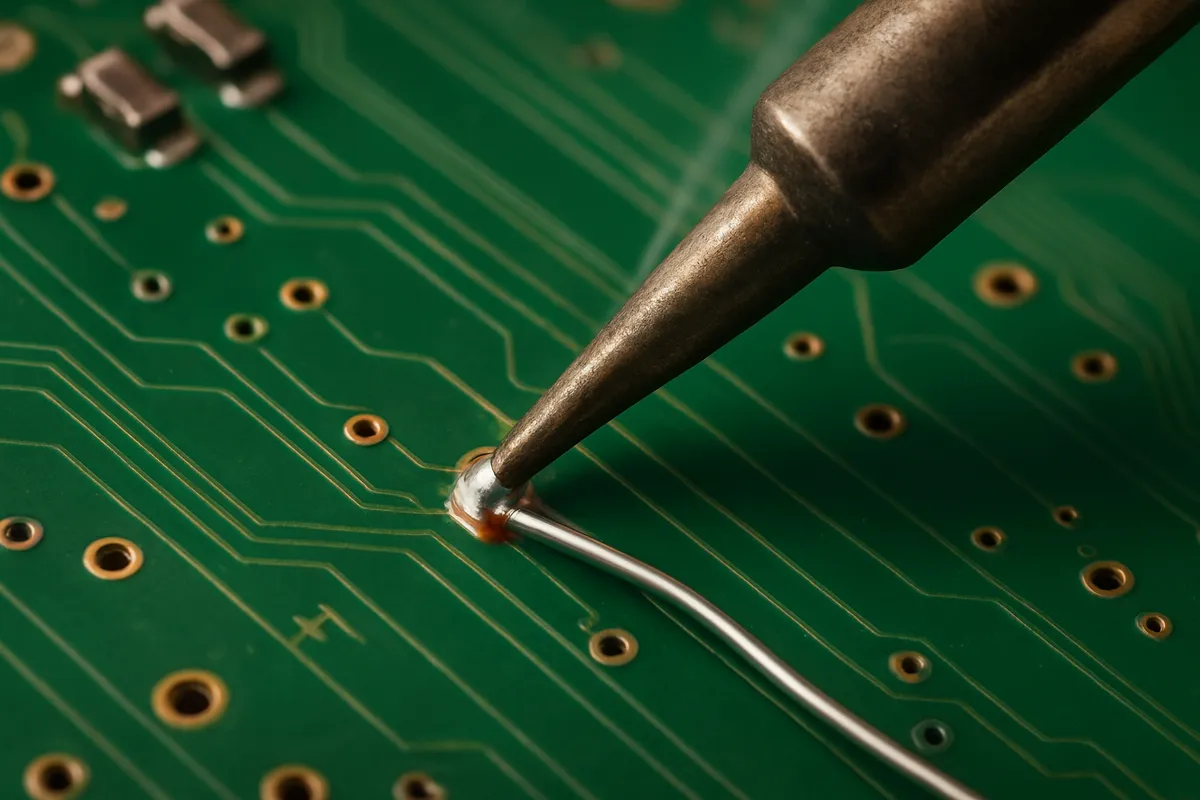
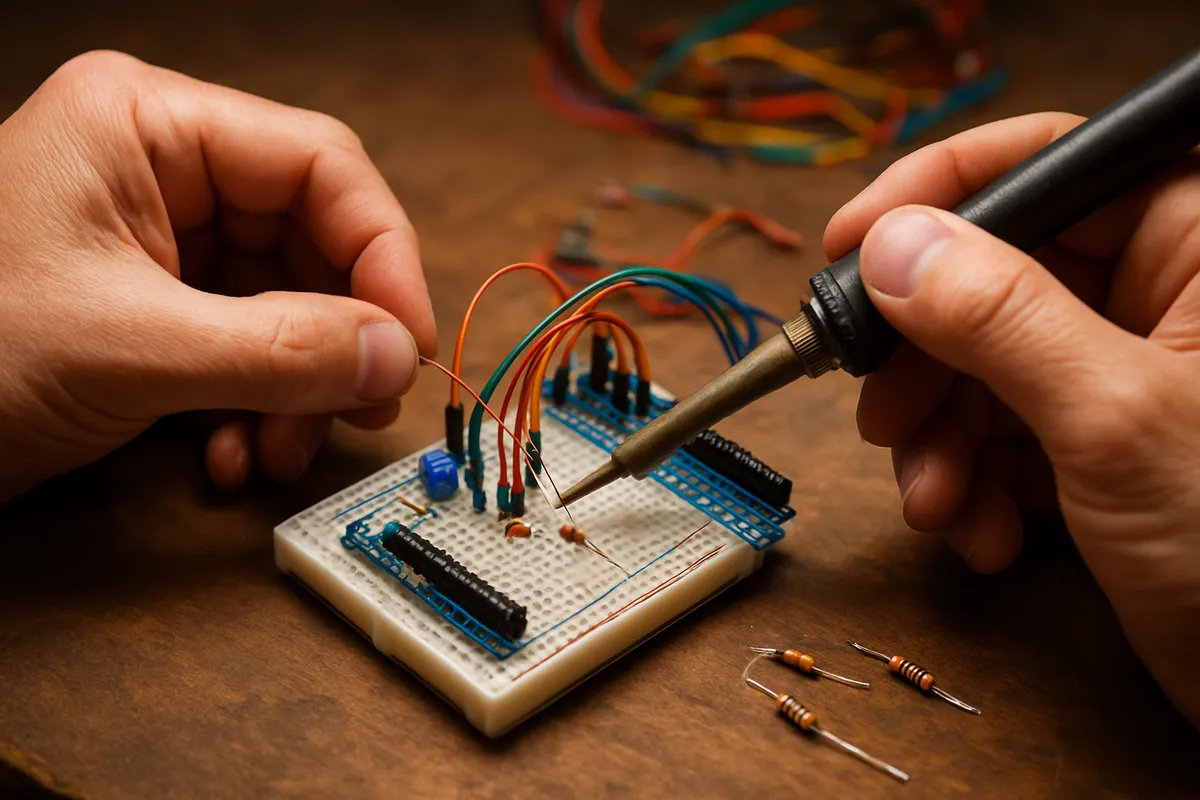
はんだ付けは、はんだを盛れば付く作業ではなく、ランドとリードの両方を3〜4秒だけ同時に温め、接合部にはんだを流してすっと離すところで仕上がりが決まります。温度の目安は鉛入りでは316〜343℃、鉛フリーでは343〜371℃で、長く当てるより短時間で終えるほうが失敗が減ります。
はんだ付けは、はんだを盛れば付く作業ではなく、ランドとリードの両方を3〜4秒だけ同時に温め、接合部にはんだを流してすっと離すところで仕上がりが決まります。
温度の目安は鉛入りでは316〜343℃、鉛フリーでは343〜371℃で、長く当てるより短時間で終えるほうが失敗が減ります。
電子工作を始めたばかりで「いもはんだやブリッジの違いがわからない」「こて失敗の原因から見分け方、直し方までを7つのポイントでつなげて整理します。
筆者のワークショップでも、「はんだを足すほど良くなる」と思い込んで崩してしまう場面は本当に多く、夏場に扇風機やエアコンの風がこて先に当たって温度が落ち、急に付かなくなることも珍しくありません。
村田製作所のはんだ付け解説やTechsprayの温度目安が示す通り、良否を分けるのは感覚論よりも手順と温度管理です。
読み終えるころには、良い接合と不良を複数の観点で見分けられ、こて先形状やフラックスの使いどころまで、自分で判断できる状態を目指せます。
はんだ付けで初心者が失敗しやすい理由

はんだ付けはぬれと合金層
初心者が最初につまずくのは、はんだ付けを「溶かした金属で部品を貼り付ける作業」と見てしまうことです。
実際にはそうではありません。
はんだ付けの本質は、溶けたはんだが金属表面にぬれ、つまり濡れ広がりを示し、界面に合金層、すなわちインターメタリックを作って電気的・機械的に接合することにあります。
この点は接着剤との違いとして明確に整理されています。
RSコンポーネンツ はんだ付けとは何か)を読むと、見た目の盛り方より、金属同士の界面で何が起きているかが本題だとわかります。
この原理を踏まえると、失敗の原因が「はんだの量」ではなく「熱の入り方」に集まる理由も見えてきます。
基本はランドとリードを同時に温め、接合部にはんだを流すことです。
目安としては、両方に3〜4秒ほど熱を通してから、こて先そのものではなく接合部に、はんだを当てます。
ここで接合部が十分に温まっていれば、はんだは自然に広がって輪郭が整います。
逆に、片方しか温まっていないと、はんだは玉になったり、表面だけ不自然に盛り上がったりします。
図で描くなら、こて先からランドとリードへ熱が流れ、そこに後からはんだが入ってくるイメージです。
筆者の教室でも、この「熱の通し方」を理解した瞬間に手つきが変わる受講者は多いです。
とくに印象に残っているのが、夏場に歩留まりが落ちる席を追っていったら、扇風機の風が当たる位置だけ結果が悪かったことです。
手順は同じなのに、そこだけぬれが浅く、いもはんだ気味になります。
扇風機を止めると、同じ受講者が同じ部品を同じ順番で付けても良品率が上がりました。
そこで実感したのは、はんだ付けは手先の器用さより先に、熱を逃がさないことが勝負になるという点です。
材料の違いも、この感覚に直結します。
共晶はんだのSn63-Pb37は融点が183℃ですが、鉛フリーのSAC系は217℃です。
融点だけで34℃差があり、作業温度の目安も鉛入りより鉛フリーの方が高くなります。
この差は数字以上に大きく、初心者には「同じように当てているのに流れない」「いつもの感覚で離すとぬれ不足になる」という形で現れます。
鉛フリーの手はんだで急に難しく感じるのは、腕が悪いからではなく、必要な熱量が増えているからです。
はんだ付けとは何か|原理と温度管理から分かる基礎知識|RSコンポーネンツ
jp.rs-online.com初心者の勘違いポイント
よくある勘違いのひとつが、こて先ではんだを溶かして、そのまま塗るやり方です。
この方法だと、はんだは確かに溶けますが、ランドとリードが十分に温まっていないまま表面に乗るので、ぬれが浅くなります。
見た目だけ丸く付いていても、実際には界面の接合が弱く、軽く触れただけで割れたり、通電が不安定になったりします。
もうひとつ多いのが、「付かないなら量を増やせばよい」という発想です。
これは現場でも本当によく見ます。
はんだが流れない原因は、たいてい熱不足か酸化膜です。
そこに量だけ足すと、問題の上に金属を盛るだけになって、ブリッジや盛り過ぎを呼び込みます。
フラックスは酸化膜の除去、再酸化の抑制、流動性の改善に効きますが、それでも土台になるのは接合部の温度です。
量で解決する不良は意外と少なく、量で悪化する不良の方が目立ちます。
見た目の光沢だけで良否を決めるのも危険です。
鉛入りはんだは比較的つやのある仕上がりになりやすい一方、鉛フリーはんだはそれより落ち着いた表面になることがあります。
そのため、「ピカピカなら良品、くすんでいたら不良」と単純化すると判断を誤ります。
見るべきなのは、ランドの輪郭に沿ってなめらかに広がっているか、リードの根元まで自然につながっているか、不要な盛り上がりや引けがないかです。
光沢は補助情報であって、判定の中心には置けません。
💡 Tip
こて先で溶かしたはんだを先に運ぶのではなく、先に接合部へ熱を入れて、そこにはんだが吸い寄せられる状態を作ると仕上がりが安定します。
初心者が「細いこて先の方が精密で安心」と考える場面もありますが、見た目の細さと熱の伝わり方は別です。
接触面積が小さい円すい型は、狭い場所には向く一方で、一般的な基板作業では熱が足りず、結果として接触時間が長くなりがちです。
筆者のワークショップでは、一般的なスルーホール実装ならチゼル型の方が熱を載せやすく、接合部に必要な温度を短時間で作れます。
初心者が失敗を重ねる背景には、手順の誤解だけでなく、熱を届ける道具の選び方まで含めてイメージがずれていることが多いです。
失敗例の全体像
初心者の失敗は、個別に見えるようでいて、実際には数パターンに集約できます。
代表例は、いもはんだ(コールドジョイント)、ブリッジ、ぬれ不足・開放不良、そしてはんだ量の過多・不足です。
ここを一覧で把握すると、目の前の不良を「何となく変」ではなく、原因つきで見分けられるようになります。
いもはんだは、表面が丸く盛り上がり、ランドに沿ってなめらかに広がっていない状態です。
原因は熱不足であることが多く、こて先ではんだだけ溶かしてしまったときに起きやすい不良です。
ブリッジは隣り合う端子同士がはんだでつながる現象で、量の入れ過ぎや、流す位置のずれで発生します。
ぬれ不足・開放不良は、見た目には少し付いていても、ランドかリードのどちらかに十分回り込んでおらず、電気的にはつながっていない状態です。
量が少なすぎる場合もありますが、実際には温度不足や酸化が背景にあることが多く、単純に足しても直りません。
はんだ量の多すぎ・少なすぎは、単独の問題というより、ほかの不良を誘発する入口として理解すると整理しやすくなります。
多すぎればブリッジや点検性の低下につながり、少なすぎればリード周囲のぬれが足りず、振動や軽い力で接触不良になります。
ただし、量だけを見ても本質には届きません。
多すぎるのか、熱不足で広がらず結果として盛り上がっているのかを分けて考える必要があります。
不良の全体像を見渡すと、別々のトラブルに見えても、起点はほぼ共通しています。
ランドとリードへ十分に熱が入り、フラックスが働ける状態で、接合部にはんだが流れたかどうかです。
ここが外れると、名称は違っても似た崩れ方をします。
初心者が一つひとつを暗記しようとすると混乱しますが、「熱が足りなかったのか」「流す場所が違ったのか」「量でごまかしたのか」という軸で見ると、失敗例の整理が一気に進みます。
まず準備したい道具と作業環境
基本工具リスト
はんだ付けの失敗は手順だけでなく、道具の組み合わせでも増えます。
特に初心者のうちは、こて先温度が安定しない、清掃のタイミングが取りにくい、フラックス不足でぬれが崩れる、といった要因が重なりやすいのが利点です。
ここがポイントで、最初に道具を揃える目的は「高価な機材にすること」ではなく、毎回同じ条件で作業できる状態を作ることにあります。
温度調整式はんだごては、この前提を作る中心です。
前のセクションで触れた温度目安に合わせて設定を変えられるので、練習では320℃前後、鉛入りなら316〜343℃、鉛フリーなら343〜371℃というレンジに寄せながら作業できます。
ワット数だけで選ぶより、設定温度を持てることと、こて先形状を交換できることの方が実作業では効いてきます。
筆者のワークショップでも、固定温度のこてより温度調整式の方が、失敗の原因を切り分けやすくなります。
道具は次の組み合わせを基準にすると、作業の流れが止まりにくくなります。
| 工具・用品 | 役割 | あると助かる理由 |
|---|---|---|
| 温度調整式はんだごて | 接合部へ必要な熱を入れる | 鉛入りと鉛フリーで温度レンジを切り替えられる |
| こて台 | こての安全な待機場所 | 置き場が固定され、机やケーブルへの接触を防げる |
| こて先クリーナー | こて先の酸化物や余分なはんだを落とす | 清掃後の熱の乗り方が安定しやすい |
| やに入り糸はんだ(ロジンコア) | 接合用のはんだ材 | フラックスを内蔵しており、基本作業を進めやすい |
| 追加フラックス | ぬれ不足の補助、酸化膜対策 | 修正時や古い部品足で差が出やすい |
| ピンセット | 小物部品の保持 | 指先を熱源から離しつつ位置決めできる |
| 第三の手 | 基板や配線の固定 | 両手をこてとはんだ供給に使える |
| 斜ニッパ | リードの切断 | 実装後の足を短く整えられる |
| 耐熱マット | 作業面の保護 | 落としたはんだや高温工具から机を守れる |
| 保護メガネ | 目の保護 | はんだの跳ねや切断したリードの飛びを防げる |
はんだはやに入り糸はんだ(ロジンコア)を基準にすると、最初の1本として扱いやすいのが利点です。
中のフラックスが溶けながら酸化膜を抑えてくれるので、接合部にはんだが回る感覚を掴みやすくなります。
練習段階では共晶はんだの方が流れ方を理解しやすい一方で、実際の市販キットや補修では鉛フリーが主流です。
通り、鉛フリーは融点が高く、ぬれの立ち上がりも一段重く感じます。
練習では共晶で基本操作を掴み、鉛フリーでは温度と清掃の管理を少し丁寧にする、という分け方だと理解しやすいのが利点です。
鉛入りはんだを使う場合は、扱った後の手洗いまで含めて道具の一部と考えると流れが整います。
はんだそのものだけでなく、こて先、切り落としたリード、机の上の残渣にも触れるからです。
追加フラックスも同じで、上級者向けの特殊用品ではありません。
部品足が酸化している、こて先の状態が落ちている、修正ではんだが広がらないといった場面では、フラックスを少量足すだけでぬれ方が戻ることがあります。
こて先形状は、最初の1本なら円すい型よりチゼル型を基準にした方が熱を渡しやすいのが利点です。
先端が細いほど細密作業向きに見えますが、実際には接触面積が小さく、ランドとリードを同時に温めるのに時間がかかることがあります。
一般的なスルーホール基板やユニバーサル基板なら、少し幅のあるチゼル型の方が「当てた瞬間に熱が乗る」感覚を掴みやすいんですよね。
作業環境と安全

作業環境は、はんだ付けの成否に直結します。
机があれば始められるように見えても、実際には換気、道具の置き方、風の流れまで整っていないと、同じ手順でも結果がぶれます。
とくに見落とされやすいのが、風が直接こて先に当たらない配置です。
夏場の扇風機やエアコンの風が当たるだけで、こて先から熱が奪われ、同じ温度設定でもぬれが鈍くなります。
以前、筆者の作業卓でも片側の席だけ失敗が続いたことがあり、手順ではなく風向きを変えたら急に接合が整いました。
技術差に見える不調でも、原因が環境側にあることは珍しくありません。
机の上は、こて台を利き手側の少し前、はんだを反対側、基板を中央に置くと動線が短くなります。
清掃、加熱、供給、戻す、の流れが一定になるので、こてを宙で持ったまま迷う時間が減ります。
図にすれば俯瞰で伝わりますが、言葉で整理すると「熱源は片側に固定し、材料はもう片側へ逃がす」配置です。
この形にしておくと、こてのケーブルが基板に引っかかりにくくなり、こて先の向きも安定します。
換気も見逃せない判断材料になります。
はんだ付けではフラックス由来の煙(ヒューム)が出るので、窓を開ける、換気扇を回す、吸煙器を使うといった対策を入れて、煙が顔の前に滞留しない流れを作ります。
RSコンポーネンツのはんだ付けの方法でも、換気と保護メガネは基本装備として扱われています。
ここで注意したいのは、換気したいからといって風をこて先へ直接当てないことです。
空気は横から抜き、作業面の上をゆるく流すイメージにすると、ヒューム対策と温度安定を両立できます。
安全面では、保護メガネと耐熱マットの2つが作業の質まで変えます。
保護メガネは、はんだの微小な飛びだけでなく、斜ニッパで切ったリードの跳ね返りにも効きます。
耐熱マットは机を守るだけでなく、「熱いものをどこに置いてもよい領域」を明確にできます。
こて先が触れてはいけない物と、触れても問題ない面がはっきり分かれるので、動作が安定します。
💡 Tip
こて台、クリーナー、はんだを毎回同じ位置に置くと、清掃から復帰するまでのリズムが揃います。初心者ほどこの配置固定が効いて、余計な持ち替えや接触事故が減ります。
やけど対策としては、熱源の位置を固定しておくことが最も効きます。
こてを「一瞬だから」と机の端に置くと、袖やケーブルが触れる事故につながります。
もし触れてしまった場合は、冷水で10〜15分以上冷やすという基本が知られていますが、現場ではその前段階として「熱いものを迷わせない置き場」を作る方が、ずっと事故を減らせます。
こて先クリーナー比較
こて先クリーナーは地味な道具に見えますが、作業テンポを大きく左右します。
こて先が酸化したままだと、熱がランドへ渡りにくくなり、はんだだけが先に溶けて不良の入口になります。
清掃の目的は見た目をきれいにすることではなく、こて先表面をはんだがのる状態へ戻すことです。
作業前後に薄くはんだをのせる「はんだメッキ(tinning)」とセットで考えると、こて先管理の流れが掴みやすくなります。
スポンジとワイヤーはどちらも有効ですが、使った感触ははっきり違います。
スポンジは定番で導入しやすく、付着した汚れを見て確認しやすい一方、水分の影響でこて先温度が落ちやすい傾向があります。
ワイヤークリーナーは温度低下が少なく、連続作業でテンポが崩れにくいのが利点です。
筆者は普段、ワイヤーを主役にしてスポンジを補助に回していますが、清掃してすぐ次のランドへ戻る流れが安定しやすく、スポンジだけで回していた時より連続作業の熱落ちが少ない感触があります。
比較すると次のようになります。
| 項目 | スポンジクリーナー | ワイヤークリーナー |
|---|---|---|
| 清掃の特徴 | 表面の汚れを拭き取りやすい | 酸化物や余分なはんだを落としやすい |
| こて先温度への影響 | 温度が下がりやすい | 温度低下が少ない |
| 向く場面 | 付着物を見ながら丁寧に整えたい時 | 連続作業で即復帰したい時 |
| 注意点 | 水分管理が甘いと冷えやすい | 力を入れすぎると清掃が雑になりやすい |
初心者なら、最初からどちらか1つに決め打ちしなくても構いません。
スポンジで状態を見ながら基本を覚え、連続して打つ場面ではワイヤーでテンポを保つ、という併用が扱いやすいのが利点です。
鉛フリーではこて先の酸化と消耗が進みやすいので、清掃の質がそのまま寿命にもつながります。
汚れたら拭く、ではなく、接合の前後に軽く整える習慣を入れると、ぬれ不足の発生源を1つ減らせます。
クリーナー選びは好みの問題に見えますが、実際には温度復帰と作業リズムの問題です。
はんだ付けは1点ごとの成否で見るより、「清掃して、熱を入れて、供給して離す」という同じ動作を何回安定して繰り返せるかで歩留まりが変わります。
こて先クリーナーは、その繰り返しを崩さないための道具だと考えると選びやすくなります。
初心者が失敗しない7つのポイント
1) こて先を清潔に保つ
初心者の失敗は、手順そのものより前に、こて先の状態で決まってしまうことがあります。
こて先が黒くくすみ、表面にはんだが乗らないまま作業すると、熱がランドへ渡らず、はんだだけが先に丸く溶けて「付いたように見えて付いていない」状態になります。
なぜ失敗するかというと、酸化膜が熱の受け渡しを邪魔し、接合部まで必要な熱が届かないからです。
こて先寿命が共晶使用時より4〜5倍早く短くなる案内があります。
鉛フリーで急に難しく感じる場面では、温度設定だけでなく、こて先管理の差がそのまま結果に出ます。
見た目のサインはわかりやすいのが利点です。
こて先表面が銀色ではなく黒や茶色に変色している、はんだが玉になって弾かれる、接合後も表面がざらつく、といった状態なら清掃不足を疑ってください。
筆者の講習でも、受講者が「温度が足りない」と感じている場面の一部は、実際には温度ではなく酸化したこて先が原因です。
直し方は単純で、作業前後に薄くはんだを乗せる「はんだメッキ(tinning)」を入れ、数か所打ったらクリーナーで軽く整えることです。
清掃した直後に素の金属面をむき出しで放置せず、薄いはんだ膜で保護すると、次の接合で熱の乗り方が安定します。
スポンジでもワイヤーでも構いませんが、清掃して終わりではなく、清掃してから薄くはんだをまとわせるところまでを1セットで覚えると崩れません。
ここまでのポイント
- 失敗の原因は、酸化したこて先が熱を遮ってしまうことです
- 黒ずみ、はんだの弾き、ざらついた仕上がりは清掃不足のサインです
- 作業前後のはんだメッキと、数か所ごとの軽い清掃で状態を戻せます
2) ランドとリードを同時に温める
はんだ付けは、はんだを溶かす作業ではなく、ランドとリードを同じタイミングで温めて、そこへ流し込む作業です。
ここで失敗するのは、片側だけを先に熱してしまうからです。
たとえばリードだけを熱すると、はんだは部品足にだけ絡み、ランドへ広がりません。
逆にランドだけをなぞると、表面で溶けたように見えても、部品足との界面に十分ぬれません。
村田製作所の基本説明でも、両方を同時に3〜4秒ほど加熱してからはんだを供給する流れが軸になっています。
見た目のサインとしては、ランド側だけ平たく広がってリードの根元に段差が残る、あるいはリードだけが太ってランド縁が見えない、といった偏りが出ます。
いわゆるいもはんだの多くは、この「片側しか温まっていない」状態から始まります。
直し方は、こて先をランドとリードの境目へ当てることです。
こて先は斜めに寝かせ、先端の腹が両方に触れるように当てることを最優先してください(目安:おおよそ45°を想定)。
一次出典で角度の表記はばらつきがあり、数値の絶対値に根拠があるわけではありません。
角度よりも「先端の腹でランドとリードの両方に確実に接触させる」ことを重視し、図解やメーカーガイドで確認するとより確実です。
筆者の講習でも、図解で示すと受講者の手つきが安定しました。
最初に両方へ熱を入れてから、はんだを流す順序を守ると失敗率が下がります。
直し方は、こて先でランドとリードを温めたあと、はんだはこて先ではなく接合部へ触れさせることです。
熱が足りていれば、はんだは接合部側で溶け、毛細管現象のように根元へすっと回り込みます。
筆者の講習では、これを「こて先で溶かす」のではなく「接合部に食べさせる」と表現しています。
この言い換えをすると、受講者がはんだ線を向ける位置をすぐ修正できることが多く、成功率が目に見えて上がります。
角度と当て方の図解が効くのも、この動作が言葉だけだと誤解されやすいからです。
ここまでのポイント
- 失敗の原因は、はんだをこて先で先に溶かしてしまうことです
- 球状に残る、引きずり跡が出る、片側だけ盛り上がる形は要注意です
- こて先は加熱役に徹し、はんだは接合部へ当てると自然に回り込みます
4) 温度を上げすぎず短時間で終える
うまく流れないと、温度を一気に上げたくなります。
ただ、ここで温度に頼りすぎると、フラックスが先に飛び、ランドを傷め、部品側にも余計な熱を入れてしまいます。
失敗する理由は、熱量が不足している場面と、熱の入れ方が悪い場面を混同しやすいからです。
設定温度を上げれば何でも解決するわけではなく、適正範囲で短く終える方が接合は安定します。
鉛入りは316〜343℃、鉛フリーは343〜371℃が目安として示されています。
練習用基板では320℃設定の例もあり、筆者の感覚でも、まず手順を揃える段階ではこのあたりから始めると挙動を掴みやすくなります。
見た目のサインは二方向に分かれます。
温度が低すぎる、または熱が伝わっていないときは、表面がざらつき、ふくらみが残ります。
逆に上げすぎたり長く当てすぎたりすると、フラックスが早く焼けて焦げ色が出やすく、ランド周辺が乾いた印象になります。
どちらも「温度が合っていない」というより、「短時間で決める流れが崩れている」と読む方が実践的です。
直し方は、設定温度の数字だけで追い込まず、こて先の清潔さ、接触位置、供給タイミングを先に揃えることです。
そのうえで、はんだの種類に応じた目安の中へ温度を置き、接合がだらだら続くなら手順を見直します。
筆者の経験では、鉛フリーへ切り替えると鉛入りより20〜40℃ほど高めの感覚が必要になりますが、その差を埋めるのは乱暴な高温ではなく、熱を無駄なく渡す当て方です。
ここまでのポイント
- 失敗の原因は、流れない理由を全部「温度不足」で片づけてしまうことです
- ざらつきは熱不足側、焦げ色や乾いた表面は加熱過多側のサインです
- 温度は目安の範囲に置き、短時間で終わる手順へ戻すと整います
5) こて先形状を対象に合わせる
こて先は細いほど万能に見えますが、実際には接触面積が小さく、熱が渡りにくい場面があります。
初心者が失敗する理由のひとつは、見た目の細さだけで円すい型を選び、ランドとリードを同時に温めるだけの面積を確保できないことです。
狭い場所では細い先端が役立ちますが、一般的な基板作業では小型チゼルの方が熱の伝達が安定し、当てる位置も決めやすくなります。
見た目のサインは、こて先が滑って接触点が定まらない、当てているのに接合部が温まらない、毎回はんだの溶け方がばらつく、といった挙動です。
技量不足に見えますが、実際には形状のミスマッチで起きていることが少なくありません。
先端の腹でランドとリードへ同時に触れられるため、斜めに寝かせて当てると接触点が安定します(目安:おおよそ45°を想定)。
ただし角度の具体値は出典によって差があるため、あくまで目安として扱い、実際は「先端の腹で両方に接触させる」ことを優先してください。
図解や実演で確認すると再現性が高まります。
ここまでのポイント
- 失敗の原因は、細い先端なら何でもこなせると思い込むことです
- 接触点が定まらない、毎回溶け方が違うなら形状不一致を疑います
フラックスは、はんだが流れないときの裏技ではなく、酸化膜を除去してぬれを助けるための前提条件です。
失敗する理由は、やに入りはんだだけで常に足りると思い込み、古い部品足や再加熱の場面でもそのまま進めてしまうことです。
接合部の表面に酸化膜が残ると、熱が入ってもはんだが広がらず、盛っただけの形になります。
見た目のサインは、十分に温めているのにはんだが弾かれる、再加熱しても表面がまとまらない、修正箇所だけ艶がなく荒れる、といったものです。
こういうときに温度だけを上げると、ますますフラックスが焼けて悪循環に入ります。
直し方は、必要な場面で少量の追加フラックスを使うことです。
新しい部品と新しいパッドだけなら、やに入り糸はんだの内蔵フラックスで足りる場面が多いですが、修正、吸い取り後の再実装、古い端子の再利用では、追加した方が熱の回り方が安定します。
種類としては電子工作向けのロジン系や無洗浄系が一般的で、酸性の強い配管用とは別物として考えるのが基本です。
再加熱が何度も空振りする場面ほど、フラックスを足した瞬間に表面張力のクセがほどけて、接合部が素直にまとまります。
ここまでのポイント
- 失敗の原因は、酸化膜がある場面でも内蔵フラックスだけで押し切ることです
- はんだが弾かれる、再加熱しても表面がまとまらない、修正箇所だけ荒れている、という外観がサインです。
- 追加フラックスは酸化膜対策と再加熱の安定化に効き、用途に合う種類を使い分けます
7) 良否を見た目で確認する

作業が終わったあとに見た目を読む習慣がないと、同じ失敗を繰り返します。
初心者が失敗する理由は、「付いたかどうか」を量で判断し、形を見ていないことです。
はんだ付けの良否は、盛り上がりの大きさより、ぬれ方と輪郭に表れます。
良品は、ランドからリードへなめらかにつながる“すり鉢状”のフィレットになり、ランドの縁が不自然に埋もれません。
見た目のサインとして、まず良い状態は表面が滑らかで、根元へ自然につながる形です。
逆に悪い状態は、玉状に盛り上がる、ブリッジで隣とつながる、ピンホールがある、ランド縁が全部隠れて量だけ多い、といったものです。
なお、鉛フリーは鉛入りのような強い光沢が出ず、少し鈍い見え方になることがあります。
光っていないから不良、とは限らず、形の連続性で見るのがコツです。
直し方は、作業のたびに「滑らかか」「ランド縁は見えるか」「隣とつながっていないか」の3点を固定して確認することです。
筆者は講習で、受講者にまず完成直後の接合を横から見てもらいます。
上からだけだと量に目が行きますが、横から見ると、すり鉢状か、ただの団子かが一気に見分けられます。
ここで形を言葉にできるようになると、前の6項目のどこで崩れたかも逆算できるようになります。
ここまでのポイント
- 失敗の原因は、量だけ見て形を確認していないことです
- 良品は滑らかなすり鉢状、不良は玉状・ブリッジ・ピンホールなどで見分けられます
- 鉛フリーは光沢が鈍いことがあり、艶よりも輪郭とぬれ方で判断します
ℹ️ Note
基本手順と良品・不良品の見分け方は、MurataやRSのガイドで整理されています。こて先の角度については出典間で表現が異なるため、本文では「目安(おおよそ45°)」として扱っています。図解で一度確認すると、言葉だけで覚えるより手の動きが安定します。
良いはんだ付け・悪いはんだ付けの見分け方
良品の外観基準
作業後の自己点検では、まず「付いているか」ではなく「どうぬれているか」を見ます。
良品のはんだ付けは、ランドからリードへ向かって表面がなめらかにつながり、断面で見るとすり鉢状のフィレットになっています。
山が急に立ち上がるのではなく、根元から自然に立ち上がって先端へ収束する形です。
このときランドの輪郭がうっすら見え、縁が全部埋もれていない状態がひとつの目安になります。
筆者が最初に見るのは、「ランド輪郭が見えるか」と「山の根元が太り過ぎていないか」の2点です。
ここだけでも歩留まりが変わります。
見た目の判断をこの2点に絞ると、はんだ量の入れ過ぎとぬれ不足を早い段階で切り分けやすくなるからです。
根元が不自然に太いものは、いったん付いているように見えても、量でごまかしているだけのことが少なくありません。
表面の光り方もヒントにはなりますが、光沢だけで良否は決めません。
共晶の鉛入りはんだは融点が183℃で、きれいに流れると比較的つやのある見た目になりやすい一方、SAC系の鉛フリーは217℃で凝固の見え方が少し違い、鈍い光沢でも良品のことがあります。
鉛フリーはぬれ性と凝固挙動の違いから、鉛入りと同じ見た目を期待しない方がよいと整理されています。
見るべきなのは、つやそのものより、表面が荒れていないか、ランドとリードの境目に連続したフィレットができているかです。
横から見たときに、リードの根元へはんだが回り込み、ランド上だけで玉になっていないなら、外観としてはまず合格圏です。
逆に、上から見ると量が足りていそうでも、横から見て壁のように立っていたり、根元がえぐれたように見えたりするものは、再確認の対象になります。
代表的不良の見た目と原因

不良は名前だけ覚えても判定に結びつきません。
良品と並べて、どこが違うのかを言葉にすると判断が安定します。
ワークショップでも、写真や図を見比べると受講者の理解が一気に進みます。
外観の違いを表で整理します。
| 状態 | 見た目の特徴 | 主な原因 |
|---|---|---|
| 良品 | 表面がなめらかで、ランドからリードへ自然につながる。フィレットはすり鉢状で、ランド縁が少し見える | ランドとリードが両方とも十分に加熱され、はんだが接合部へ流れている |
| いもはんだ | 丸い玉や団子状に盛り上がり、根元とのつながりが弱い。表面が荒いこともある | 加熱不足、片側しか温まっていない、動かして固まった |
| ブリッジ | 隣のパッドやピンと、はんだが橋のようにつながっている | はんだ量過多、こて先への保持量が多い、ピッチに対して供給位置が近すぎる |
| ぬれ不足 | はんだが弾かれたように一部だけ乗り、ランドやリードに広がらない | 酸化膜、フラックス不足、熱が接合部まで届いていない |
| 開放不良 | ぱっと見では付いて見えるが、リード根元に回り込まず隙間がある。片側だけに寄ることもある | ランドまたはリードのどちらか一方しか加熱できていない、位置ずれ、供給位置の誤り |
| はんだ量過多 | 山の根元が太く、ランド縁が隠れる。盛り上がりが大きく、隣接部へ広がりやすい | 流れたか不安で足し続けた、こて先に付いた余分なはんだをそのまま移した |
| はんだ量不足 | フィレットが痩せていて、リードの根元まで届かない。接触点だけ薄く付いている | 供給量不足、十分にぬれた前に離した、接合部が温まる前に引いた |
いもはんだは、初心者が最初にぶつかる不良です。
玉になっているので「しっかり付いた」と見えますが、実際には表面に乗っているだけのことがあります。
ランドとリードを同時に温める前に、はんだを先に溶かして載せると出やすい形です。
ブリッジは見つけやすい不良ですが、細かいピン間では見落としが起きやすい。
上からだけでなく、斜めの光で観察すると橋状のつながりが見つかりやすくなります。
量過多とセットで起きることが多く、根元がふくらんだ接合は要注意。
ぬれ不足と開放不良は電気的トラブルに直結する一方、外観から気づきにくいのが厄介な点です。
ぬれ不足は「弾かれている」印象、開放不良は「付いて見えるのに根元へ回っていない」印象として現れます。
筆者の経験だと、ランド輪郭と根元の太り方を見れば、この2つは拾えます。
ランド縁が見えないほど盛っているのに、リード根元のつながりが曖昧なら、量で隠れた開放不良をまず疑ってください。
ℹ️ Note
良品と不良品の写真を見比べるときは、真上の写真だけでなく、斜め横からの角度もあると判断がぶれません。村田製作所 電子工作のコツ/はんだ付けでは、良品と不良品の違いを外観で追いやすく、自己点検の基準作りに向いています。
見分け用チェックリスト
自己点検は毎回同じ順序で行いましょう。項目は3つに絞ると使いやすいのが利点です。ぬれ、量、ブリッジの有無を順に確認してください。
- ぬれを確認する OKの状態:ランドからリードへ表面が連続してつながり、フィレットがすり鉢状になっていること。NGの状態:玉状、弾かれた形、根元だけ隙間があること。いもはんだ・ぬれ不足・開放不良はここで見つかります。
- はんだ量を確認する OKは、ランド縁が少し見え、根元が不自然に膨らんでいない状態です。NGは、ランド全体を埋めるほど盛っている、または根元まで回らず痩せている状態です。量過多と量不足をここで分けます。
- ブリッジの有無を確認する OKは、隣接ランドやピンとの間に明確な隙間があり、それぞれ独立したフィレットになっている状態です。NGは、細い膜でも橋のようにつながっている状態です。特にピッチが狭い場所では、斜めから光を当てたときの連続反射を見ると見落としが減ります。
印刷用に並べるなら、各項目でOKとNGの外観サンプルを横に置く構成が向いています。
たとえば「ぬれ」の欄では、OK側に滑らかなフィレット、NG側にいもはんだとぬれ不足を置く。
「量」の欄では、OK側にランド縁が見える接合、NG側にはんだ量過多・不足を置く。
「ブリッジ」の欄では、OK側に独立した2つの接合、NG側に橋状につながった接合を置くと、迷いにくくなります。
この3項目で見ると、作業後に「なぜ失敗したか」も逆算できます。
ぬれが悪ければ熱の入り方か表面状態、量が崩れていれば供給の止めどころ、ブリッジがあれば供給量かこて先に残ったはんだの扱いという具合です。
自己点検は見た目の採点ではなく、次の1点修正につなげるための作業だと考えると、判断がぶれません。
よくある失敗の直し方
コールドジョイントを直す
いもはんだや開放気味の接合は、いったん外してやり直すより、再加熱して流れ直させる方が早く整うことが多いです。
ポイントは、固まったはんだをもう一度ただ溶かすのではなく、フラックスを足してぬれを回復させ、フィレットを作り直す意識で触ることです。
表面が曇っている、玉状に盛り上がっている、根元へ回り込んでいない接合は、この方法で立て直せます。
手順は次の流れです。
- こて先をクリーナーで整えて、酸化したはんだや汚れを落とすことが欠かせません。
- まず、こて先をクリーナーで整え、酸化したはんだや汚れを落とす。 2. 接合部に少量のフラックスを補充する。 3. ランドとリードの両方にこて先を当て、固まったはんだを再び流動させる。 4. はんだに光沢が出て動き始めたら、必要最小限の新しいはんだを足す。 5. こてを離す前に、根元から外側へなだらかなフィレットを作るよう流れを整える。
簡単なイメージにすると、こう考えると迷いません。
[再加熱前]
ランド ○ リード |
はんだ ● ← 玉状・根元不足
[再加熱+フラックス]
ランド ○==| リード
はんだが再流動して接合部へ広がる
[修正後]
ランド ○╲| リード
╲_| ← 根元から外へなだらかなフィレットここでよくある間違いは、流れないからといって温度だけを上げることです。
筆者の経験では、焦って設定温度を上げるより、フラックスを足した方が素直にぬれが戻る場面が多くあります。
特に鉛フリーは表面が荒れて見えやすいので、温度不足と決めつけず、まず表面状態を整える方が近道です。
RSコンポーネンツ はんだ付けとは何かでも、フラックスは酸化膜を取り、流動を助ける役割があると整理されています)。
再加熱しても形が崩れたままなら、はんだ量が多すぎるか、古いはんだに酸化物が混じっています。
その場合は一度余分を除去してから作り直した方が整います。
面で薄く減らしたいときははんだ吸い取り線、穴の中や量をまとめて抜きたいときははんだ吸い取り器が向いています。
狭ピッチの表面実装や、隣のパッドを巻き込みたくない場面では吸い取り線の方がコントロールしやすく、スルーホールで穴の中のはんだを一気に抜きたい場面では吸い取り器の方が作業が速く進みます。
ブリッジを外す
ブリッジは、量が多いから起きるだけでなく、こて先に残ったはんだをそのまま隣へ運んでしまうことで起きることもあります。
直すときは、まずこて先をきれいにするところから始めます。
汚れた先端で触ると、直すつもりがはんだを広げてしまいます。
筆者がいちばん再現しやすいと感じているのは、ブリッジを見つけたら、こて先を清潔にして、フラックスを足し、外側へ掃くように逃がし、残りを吸い取り線で仕上げる流れです。
細かいピンでも形を崩しにくく、やり直し回数が減ります。
具体的には、次の順で触るとうまく整います。
- こて先をクリーナーで清掃し、余分なはんだを落としてください。
- ブリッジ部分に少量のフラックスを載せるのが有効です。
- こて先をピン列に軽く当て、ブリッジの中心から外側へ“掃く”ように動かしましょう。
- 余分なはんだが端へ寄ったら、必要な接合だけ残っているか確認してください。
- まだつながっている薄い膜や余りは、吸い取り線を軽く当てて仕上げるのが良いでしょう。
“掃く”動きは、押し込むのではなく、表面張力で外へ誘導する感覚です。
こて先で橋を切ろうとして真上から押すと、ピンが曲がったり、熱が一か所にたまったりします。
掃いたあとに残るごく薄いはんだ膜は、無理に何度もこてで触るより、吸い取り線でさっと取った方がきれいに収まります。
吸い取り線と吸い取り器の使い分けも、ここで差が出ます。
ブリッジ除去では、ピン間や狭いランドの余分なはんだを面で吸える吸い取り線が向いています。
一方、スルーホールの穴を空け直したいときや、大量にはんだが乗ってしまったときは吸い取り器の方が効率的です。
ポンプは一度に抜ける量が多い反面、狭いパターンでは狙いが荒くなります。
ブリッジだけを切りたい場面では、まず吸い取り線を主役に考えると失敗が減ります。
パッド・部品を守るコツ
修正作業で怖いのは、不良そのものより、直そうとしてパッドや部品を傷めることです。
特に初心者は、流れないと手元に力が入り、こて先を押しつけたまま長く当てがちです。
パッド剥離はこの癖から起きることが多く、こて先は“押さえる道具”ではなく“熱を渡す道具”だと考えると動きが変わります。
持ち方のコツは、接合部に圧力をかけず、こて先の面をそっと触れさせることです。
接触させるのは熱を移すためで、部品を固定するためではありません。
部品が動くならピンセットや治具で支え、こてで押さえ込まない方が安全です。
パッドが浮くと、見た目を直せても基板側の信頼性が落ちます。
連続して何度も同じ場所を加熱するのも避けたいところです。
樹脂ボディのコネクタや小型部品は熱で傷みやすく、見た目は無事でも内部で変形していることがあります。
修正が必要なときは、1回ごとの滞留を短くし、間を空けて熱を逃がしながら進める方が結果的に歩留まりが上がります。
Techspray 電子はんだ付けガイドでも、フラックス管理とこて先管理を整えたうえで、必要以上の加熱を避ける考え方が一貫しています)。
安全面では、溶けたはんだやフラックスがはねることがあるので、修正時ほど保護メガネの意味が出ます。
吸い取り器を使うときは、勢いよくはんだが飛ぶこともあります。
もし触れてしまっても慌てず、やけどは冷水で10〜15分以上冷やすという基本を頭に入れておくと動揺せずに済みます。
こて先への負担にも少し注意が必要です。
鉛フリーはこて先の酸化や侵食が進みやすく、HAKKO 鉛フリーはんだはなぜ酸化しやすいか)でも、共晶使用時より4〜5倍早く消耗すると案内されています。
修正がうまくいかないときに腕だけを疑うのではなく、こて先が荒れて熱が伝わっていない可能性も見ておくと、原因の切り分けがしやすくなります)。
Ultimate Guide to Electronic Soldering | Techspray
www.techspray.com鉛入りと鉛フリーは何が違う?
融点と温度設定の考え方
鉛入りと鉛フリーの違いは、まずどこから溶け始めるかにあります。
数値だけを並べると小さな差に見えますが、手はんだではこの差がそのまま作業感に出ます。
鉛入りの共晶はんだは183℃で溶け、鉛フリーは200〜227℃、よく使われるSAC系は217℃です。
実際のこて設定もそれに合わせて上がり、鉛入りは316〜343℃、鉛フリーは343〜371℃が目安になります。
Techspray 電子はんだ付けガイドでも、この温度レンジの差が整理されています)。
| 項目 | 鉛入り共晶はんだ | 鉛フリーはんだ |
|---|---|---|
| 融点 | 183℃ | 200〜227℃ |
| 代表例 | Sn63-Pb37 | SAC系 217℃ |
| 作業温度の目安 | 316〜343℃ | 343〜371℃ |
ここで初心者が陥りやすいのは、「流れないなら温度をもっと上げればよい」と考えることです。
もちろん材料が違えば設定も変わりますが、毎回高温側へ逃げると、部品やパッドを傷める前に、こて先の酸化が先に進みます。
考え方としては、無闇に温度を盛るのではなく、必要な熱を短時間で渡すに切り替える方がうまくいきます。
基板の一般作業なら、細い円すい先で先端だけを当てるより、チゼル型で面接触させた方が熱が素直に入ります。
筆者のワークショップでも、鉛フリーでつまずく人ほど設定温度ばかり見がちです。
実際には、こて先の形状が細すぎること、当てる位置が片側に偏っていること、こて先表面が酸化していることなどが結果を左右します。
練習用の基板で320℃前後から感覚をつかむ例があるのも、温度だけを上げ続けるより、まず熱の入れ方を整えるためです。
ぬれ性・外観・作業感の違い
鉛入りの方が、はんだが母材へすっと広がりやすく、表面に光沢も出やすい傾向があります。
対して鉛フリーは、ぬれが一拍遅れ、仕上がりの光沢も鈍めになりやすいので、見た目だけで「失敗した」と判断しやすい材料です。
RSコンポーネンツ ハッコー社に聞く鉛フリー時代のはんだ付けでも、鉛フリーは共晶よりぬれ性で不利になりやすい点が説明されています)。
ここで発想を変えたいところです。
鉛フリーでは、溶けるまで長く当てるより、ランドとリードの両方へ熱を効率よく伝える方が結果が安定します。
こて先の点ではなく面を使い、接触面積を確保して、必要ならフラックスを足す。
この順番にすると、ぬれの遅さを力任せの加熱で埋めなくて済みます。
鉛フリーは「まだ溶けない」と思って当て続けると悪循環に入りがちです。
溶け始めが遅いので少し長めに触れ、その間にこて先が酸化し、酸化した先端ではさらに熱が伝わらず、ますます付かない。
この流れです。
ところが、こて先の清掃頻度を一段上げるだけで、同じ設定温度でも急に流れ方が整うことがよくあります。
初心者が「材料が難しい」と感じる場面の一部は、実はぬれ性そのものより、途中でこて先コンディションを落としていることが原因です。
外観の比較では、同じ条件で作ったフィレットを見比べると差がわかりやすく出ます。
鉛入りは丸みと光沢が出やすく、鉛フリーはやや落ち着いた艶になります。
参考写真や図解があると理解が早い部分ですが、実画像の制作と許諾は別途必要です。
見た目の艶だけで良否を決めず、ランドとリードの両方にきちんと回り込んでいるかを見る方が、実務では判断を外しません。
ハッコー社に聞く!鉛フリー時代のはんだ付けの基礎について | アールエスコンポーネンツ株式会社
www.rs-components.jpこて先酸化とメンテの重要性
鉛フリーでは、こて先への負担が一段と大きくなります。
融点が高く作業温度が上がるため先端の酸化や侵食が進みやすく、その結果こて先寿命は共晶使用時より短くなる傾向があります。
HAKKO 鉛フリーはんだはなぜ酸化しやすいかでは、鉛フリー使用時のこて先寿命が共晶に比べて4〜5倍短いと案内されています。
これは消耗品コストの問題にとどまらず、現場では熱の乗り方が途中で変わる点が実作業に影響します。
初心者が意識したいのは、こて先が黒ずんでから対処するのでは遅いということです。
作業前に薄くはんだをのせて表面を守り、作業中は汚れたらすぐ清掃し、終わる前にも再度はんだをのせて保護する。
いわゆるtinningを前後で徹底するだけで、先端の状態が安定します。
クリーナーはスポンジでもワイヤーでも構いませんが、温度低下を抑えながら連続作業したい場面ではワイヤー系の方が扱いやすいことが多いです。
💡 Tip
鉛フリーで流れが鈍いときは、設定温度を一段ずつ上げる前に、チゼル型のこて先へ替えて接触面積を増やし、こて先清掃とフラックス追加を先に試すと、原因の切り分けが進みます。
こて先形状も無視できません。
初心者は先が細い円すい型を選びがちですが、基板作業の多くではチゼル型の方が熱を渡しやすく、鉛フリーとの相性も良好です。
細い先端は見た目に安心感がありますが、実際には接触面が小さく、温度を上げても熱量不足のまま当て続ける形になりやすいからです。
鉛フリーで苦戦しているのに細い先端を使っているなら、材料より道具側の組み合わせが詰まっていることも多くあります。
フラックスを惜しまないことも、初心者には効きます。
酸化膜を崩してぬれを助ける役割があるので、鉛フリーで流れが渋い場面ほど差が出ます。
温度を上げて押し切るより、適正サイズのチゼル先、こて先のtinning、こまめな清掃、必要な場面での追加フラックス、この4つを揃えた方が仕上がりは安定します。
鉛入りと鉛フリーの違いは材料の性格差ですが、手はんだの現場では熱の伝え方とこて先管理の差として現れる、と捉えると実践に落とし込みやすくなります。
練習方法と作業前チェックリスト
演習ステップ
練習の入口は、まずスルーホール部品に絞るのが順番として素直です。
理由は、ランドとリードの位置関係が見えやすく、こて先を当てる場所が明確だからです。
細かいSMDから始めると、手元の震えや部品保持の難しさまで一度に入ってきますが、スルーホールなら「どこを同時に温めるか」「はんだがどこまで回り込んだか」を目で追えます。
最初の練習で身につけたいのは器用さよりも、熱の入れ方と見直しの型です。
ここが判断材料になります。
筆者は標準演習として、ユニバーサル基板にピンヘッダを10本はんだ付けする課題をよく使います。
ピンヘッダは形がそろっていて結果を比較しやすく、同じ動作を連続で繰り返せるので、手の迷いが減っていきます。
実際に続けてみると、5本目あたりから急に歩留まりが上がる感覚が出やすく、手の当て方やはんだを送る量が揃ってきます。
1本だけ成功しても再現できなければ偶然ですが、同じ形を10点以上連続で作れると、感覚が手順に落ちてきたと判断しやすくなります。
進め方は、1本ごとに付けて終わりではなく、毎回見直しを挟む流れにします。
まず1か所はんだ付けしたら、ぬれの回り込み、量、隣との接触を見ます。
問題がなければ次の1か所へ進み、ずれや不足があればその場で修正します。
この「1か所ずつ作って、1か所ずつ見る」型にしておくと、10本終わった時点でまとめて崩れていた、という失敗を減らせます。
初心者が詰まりやすいのは作業そのものより、どのタイミングで確認するかが曖昧なことです。
練習基板を使う場合も、難度は段階的に上げた方が上達が安定します。
遊舎工房 Practice Board ビルドガイドで紹介されているように、320℃設定のケースを基準にしながら、まずは配線同士の接合でこて先の当て方を整え、その次にスルーホールでフィレットの形を揃え、細ピッチSMDへ進む順番が無理のない流れです。
配線同士では熱が回った感覚をつかみやすく、スルーホールでは基板上でのぬれ方を観察でき、細ピッチSMDで初めてブリッジ対策や部品位置決めの精度が問われ、段差を一段ずつ上るイメージで進めると失敗の原因が見えやすくなります。
💡 Tip
演習では「成功した1点」を目標にするより、「同じ形を10点以上そろえる」方が伸びます。見た目が揃ってくると、こて先の角度、当てる時間、はんだ量が自然に一定になってきます。
作業前チェックリスト
作業前の確認は、安全対策と仕上がりの両方に直結します。
準備が整っていない状態では、技術の問題なのか環境の問題なのか切り分けられません。
特に初心者は、うまく付かない原因を手の未熟さに集めがちですが、実際には作業前の抜けで詰まる場面がよくあります。
最低限そろえたい項目は次の通りです。
- 換気を入れる
- 保護メガネを付ける
- こて先にtinningをして表面を整える
- 使うはんだに合わせて温度設定を確認する(鉛入りか鉛フリーか)
- はんだ、基板、部品、フラックスを手元に並べる
- 扇風機を止める
この中でも見落とされやすいのが、扇風機の風です。
村田製作所 電子工作のコツ/はんだ付けでも風の影響に触れられていますが、こて先に直接風が当たると、設定温度を見ていても接合部での熱の入り方が不安定になります。
室温の快適さと作業の安定は別物なので、作業台まわりだけは風を外しておく方が結果が揃います)。
温度設定の確認も、単に数値を見るだけでは足りません。
鉛入りとはんだの流れ方が違う鉛フリーを同じつもりで扱うと、手元では「今日は調子が悪い」に見えても、実際には材料と設定が噛み合っていないだけ、ということがあります。
手元に置く材料を決めた段階で、こての設定とフラックスの配置まで一気に整えると、作業中に迷いが入りません。
電子工作のコツ/はんだ付け | 村田製作所 技術記事
株式会社村田製作所の技術記事、工具の使い方と電子工作のコツ「はんだ付け」をご紹介します。ここでは、電子工作:はんだ付けのコツを説明します。村田製作所に関する技術記事をご紹介しています。
article.murata.com作業後チェックリスト
作業後は、できた箇所をまとめて眺めるだけで終えず、接合点を1か所ずつ確認していきます。
見る順番を固定すると判断がぶれません。
筆者は、まずぬれ、次に量、続いてブリッジの3点で追う流れにしています。
ぬれではランドとリードの両方に回り込んでいるかを見て、量では盛りすぎや不足がないかを見て、ブリッジでは隣接パターンとのつながりを確認します。
この順番だと、外観だけに引っぱられずに済みます。
作業後に見たい項目は次の通りです。
- ぬれ、量、ブリッジの3点を1か所ずつ点検する
- フラックス残渣をクリーニングする
- こて先にtinningをしてから電源を切る
フラックス残渣の清掃は、見た目を整えるためだけではありません。
修正が必要になったとき、残渣で状態が見えにくいと判断を外します。
先に表面をきれいにしておくと、ぬれ不足なのか、ただの汚れなのかを切り分けやすくなります。
修正前提の点検ではなく、状態を正しく読むための整備と考えると位置づけがはっきりします。
こて先の後始末も同じで、作業が終わった瞬間こそ差が出ます。
先端に薄くはんだをのせて保護してから電源を切る流れを固定しておくと、次回の立ち上がりで先端の状態が安定します。
鉛フリーで続けて作業する場合は、こて先の消耗が進みやすいぶん、この締めのひと手間がそのまま再現性につながります。
紙で手元に置けるチェックシートがあると、確認を飛ばしにくくなります。
本記事では印刷用チェックシートを付録として付ける想定なので、作業前後の項目を一枚にまとめ、1か所ずつ視線で追える形にしておくと、練習のたびに同じ型で回せます。
こうした型が先にできると、上達は感覚頼みではなく再現できる作業になります。
安全と応急処置
ヒュームと保護具
はんだ付けは小さな作業に見えても、熱源と金属を同時に扱う作業です。
机の上が片付いていて、こての置き場所が固定されているだけで事故の起こり方が変わります。
筆者が現場で徹底しているのは、「移動1歩=こて台に戻す」というルールです。
部品を取りに手を伸ばす、ニッパを持ち替える、少し姿勢を変える。
そのたびに一度こて台へ戻すだけで、手やケーブルへの接触、机の端での引っかけが目に見えて減りました。
初心者ほど、持ったまま次の動作に移ろうとして事故を起こしがちなので、この一手を作業の型に入れておくと流れが安定します。
ヒューム対策では、顔の前に煙を立ちのぼらせない配置が基本です。
換気を入れつつ、煙が自分の呼吸の方向へ来ないよう作業位置を少しずらします。
前のチェックリストでも触れた通り、風をこて先へ直接当てるのは避けたいので、部屋全体の空気を動かしながら、手元には直風を入れない形が扱いやすい配置です。
RSのはんだ付け解説でも、換気とヒュームへの配慮は基本項目です。
保護具では、まず保護メガネを外さないことです。
はんだの跳ね、切ったリード線の飛び、クリーナーで落ちた酸化物の細片は、量が少なくても目に入ると厄介です。
加えて、作業面は耐熱マットなどで熱に強いスペースを確保し、紙、アルコール類、袋、ティッシュのような可燃物はこて先の周囲から外します。
コンセントまわりも同じで、タコ足配線の上に熱い工具を跨がせない、電源コードがこて先に触れない向きにする、といった配置の詰めが火災予防になります。
作業後に電源を切ったつもりで切れていなかった、というのも定番の事故なので、終了時はこて先の処理と電源オフ確認をひと続きの手順にしておくと抜けが出ません。
はんだ付けの方法
jp.rs-online.comやけど時の対処

はんだごての先端温度は、通常の手作業でも皮膚に触れれば一瞬でやけどになります。
触れた直後に我慢して作業を続けるのがいちばん危険で、初動が遅れるほどダメージが深くなります。
やけどしたら、まず作業を止めて、直ちに冷水で冷やします。
RSの解説では、10〜15分以上の冷却が目安です。
ここは時間を短く見積もらない方がよく、痛みが少し引いた段階で切り上げるより、冷却時間を確保した方が後の悪化を防げます)。
衣類の上から熱が加わった場合でも、皮膚に張り付いていなければ冷却を優先します。
無理にこすったり、市販の軟膏をすぐ塗ったりするより、まず熱を逃がすことが先です。
水ぶくれを破るのも避けます。
赤みが広い、痛みが強い、関節まわりや顔のやけどである、水ぶくれが大きいといった場合は、医療機関での処置が必要です。
現場で見ていると、軽いやけどほど「これくらいなら」と流してしまいがちですが、こて先の熱は想像より深く入ります。
応急処置は気合いではなく手順で決めておく方が安全です。
⚠️ Warning
氷を直接当てるより、流水か冷水でじっくり熱を逃がした方が皮膚への負担を抑えられます。作業場の近くに水道がない場合は、冷却に使える水を先に用意しておくと初動が遅れません。
鉛取り扱いと片付け
鉛入りはんだを使う場合は、作業中の口まわり接触をなくし、作業後の手洗いまでを一連の流れとして固定します。
鉛は触っただけで急に何か起こるものではありませんが、手についた残留物を食事や飲み物と一緒に体内へ入れない配慮が欠かせません。
食事前の手指洗浄を徹底する、作業机で飲食しない、口で部品をくわえない。
このあたりは細かなマナーではなく、鉛を扱う作業の前提です。
片付けでも差が出ます。
はんだくず、切ったリード線、フラックスの汚れを机に残したままにすると、次の作業で手や物に移り、意図しない場所へ広がります。
筆者は作業が終わったら、こての電源を落としたあとに、作業面を拭き取り、切りくずを先に回収してから工具をしまう順番にしています。
この順番だと、机の上に残った金属片を最後まで見落としません。
子どもやペットが触れる可能性がある場所では、部材やはんだ線を出しっぱなしにしないことも欠かせません。
小さな切れ端ほど拾いにくく、床に落ちると見つけづらいので、作業範囲を決めて、その中で完結させる意識が効きます。
鉛フリーなら何も気にしなくていい、という理解も正確ではありません。
鉛の摂取リスクという意味では区別があっても、はんだ付け作業そのものには高温工具、ヒューム、可燃物、電源まわりのリスクが残ります。
鉛フリーはこて先の消耗が共晶使用時より4〜5倍早く進む傾向があるため、先端が荒れたまま無理に使い続けると、余計な接触や加熱時間の長さを招きます。
安全と片付けは別の話ではなく、工具の状態管理まで含めてひとまとまりで考えると、事故も不良も同時に減っていきます)。
メンテナンス・対処方法・使用方法 | HAKKO | 白光株式会社
www.hakko.comよくある質問・トラブル
温度設定の悩み
「何℃にすればいいのか」で止まる人は多いですが、原因は温度そのものより、熱が接合部へ届いていないことが少なくありません。
数字だけ上げても、円すい型の細い先端でランドの端を軽く触っているだけでは、リードとランドの両方に熱が回らず、はんだだけ先に溶けてしまいます。
筆者の教室でも、この相談は定番ですが、実際には高温化より先に、こて先の当て方と接触面積を見直すと解決する場面が多くありました。
低めの設定でも、面で当てて熱を通すと急に流れが整います。
対処としては、まず普段の設定を少し低めに保ったまま、こて先の腹を使ってランドとリードへ同時に触れる形へ変えます。
細い円すい型で苦戦しているなら、チゼル型や少し太めのこて先へ替えるだけで熱の入り方が変わります。
対象が大きい端子なら、温度をむやみに上げるより先に、熱容量のある先端へ替えた方が結果が安定します。
予防では、作業前に「設定温度を見る」より「どの面で熱を入れるか」を決めておくのがコツです。
温度設定の悩みは、筆者の経験では低め設定+接触面積の確保で片付くことが多く、温度を上げる前に熱の通し方を点検すると迷いが減ります。
はんだが乗らない
はんだが玉になって転がる、片側にだけ固まる、ランドに広がらないときは、原因の多くが加熱不足か酸化です。
こて先が黒く荒れている、古い部品足にくすみがある、ランドだけ温まっていてリードが冷たい、といった状態だと、はんだは接合部へぬれずに表面で逃げます。
対処としては、こて先をクリーナーで整えてから、先端に薄くはんだをなじませ、必要なら追加フラックスを少量使います。
そのうえで、ランドとリードを同時に温め、接合部にはんだを送ります。
この同時加熱の基本動作が前提になっています。
作業中にスポンジで拭いた直後、温度が少し落ちて流れが鈍る場面もあるので、そういうときは拭いてすぐ当てるより、先端を整えてから入る方が失敗が減ります。
予防では、こて先を酸化させたまま使い続けないことが第一です。
作業前後に先端を保護する薄いはんだを残し、古い部品や再利用部品では最初からフラックスを視野に入れると、乗らない状態へ行きにくくなります。
フラックスの要否
ロジンコア入りの糸はんだを使っていると、「追加フラックスは不要では」と思いがちです。
通常の新しい基板と部品ならその考えで進められますが、再加熱の修正、酸化した部品足、吸い取り後の荒れたランドでは、内蔵分だけでは足りないことがあります。
原因は、酸化膜の除去と再酸化の抑制が追いつかず、はんだの流れが途中で止まるためです。
対処としては、流れが鈍い場所だけに追加フラックスを少量のせてから再加熱します。
べったり塗るより、必要な箇所へ絞って使う方が仕上がりを整えやすく、周囲への広がりも抑えられます。
吸い取り線で修正した直後のランドや、何度か触ってしまった接合部では、このひと手間でぬれ方が戻ることがよくあります。
予防では、最初の一発で決める意識が効きます。
何度も触って酸化膜を育てる前に、接合部をまとめて温めて流す。
修正前提の作業では、最初から追加フラックスを脇に置いておくと、無理に温度を上げて悪化させる流れを避けられます。
鉛入りの是非
鉛入りはんだを使うべきか迷う人も多いですが、悩みの中心は「扱いやすさ」と「取り扱いの配慮」の両立です。
原因として、鉛入りはぬれ性がよく、初心者が成功体験を得やすい一方で、用途によっては使い分けの判断が必要になります。
共晶のSn63-Pb37は融点が183℃で、鉛フリーの代表例より低く、流れ方も素直です。
そのため、練習では差がはっきり出ます。
対処としては、練習段階で手順を覚える目的なら鉛入りを使う選択肢があります。
こてを当てたときの反応がつかみやすく、良い接合の形も学び取りやすいからです。
ただし、実際に仕上げる対象が鉛フリー前提なら、途中で材料を切り替えたときに感覚差が出るので、移行時には温度だけでなく「流れ始めるまでの待ち方」も一緒に調整する必要があります。
予防では、材料を混同しないことが基本です。
練習用と本番用を分け、作業後の手洗いまで含めて習慣化しておくと迷いません。
筆者の現場感覚でも、鉛入りは練習のハードルを下げてくれますが、それは雑に扱ってよいという意味ではなく、用途と管理を分けて考えると整理できます。
見た目の判断基準
「つやがないから失敗」「ピカピカだから成功」と見た目を一つの尺度で決めてしまうのは、初心者が陥りやすい誤解です。
原因は、鉛入りと鉛フリーで表面の印象が違うからです。
鉛フリーは光沢が鈍めでも正常なことがあり、逆に光っていても形が崩れていれば良品とは言えません。
対処としては、光沢より形を見ます。
ランドとリードの境目に向かってなだらかに立ち上がり、すり鉢状に広がっているか、輪郭が自然につながっているかを先に確認します。
玉状に盛り上がっている、片側だけ引けている、根元に回り込んでいないなら、見た目がきれいでも再加熱の候補です。
筆者は講座でも、まず横から見て高さと広がりを確認してもらいます。
ここを見ると、光沢に引っ張られず判断できます。
予防では、完成直後に一方向からだけ見ないことです。
斜めと横から見比べるだけで、盛り過ぎやぬれ不足が拾えます。
鉛フリーは鈍い表情でも形が整っていれば十分に良好で、光沢だけで良否を決めない方が、手直しの回数も減っていきます。
まとめと次のアクション
7ポイントの総復習
押さえるべき7つは、道具を整える、接合部を同時に温める、はんだは接合部へ流す、当て過ぎない、こて先を汚したまま使わない、形で良否を判断する、失敗後は原因ごとに直す、の流れです。
個々に見えても、芯はひとつです。
熱の通し方×短時間×清潔なこて先がそろうと、初心者の失敗は一気に減ります。
筆者の指導でも、作業前後の確認項目を印刷して手元に置いてもらうだけで、初回からの成功率が目に見えて上がりました。
すぐにやることリスト
- 温度調整式はんだごて、こて台、やに入り糸はんだを先にそろえる - 練習基板か不要基板で、同じ形の接合を10点以上続けて作る - 作業後は「ぬれ・量・ブリッジ」の3点で毎回自己点検する 鉛フリーを使うなら、こて先の清掃と保護はんだまでを作業の一部として固定すると、後のトラブルが減ります。
参考リンクと脚注
- Murata Manufacturing(はんだ付けの基礎)
脚注: 本文中で参照したメーカー/ガイドのページを明示しました。こて先角度など一部の具体値は出典間で表現に差があるため、本文では「目安」として扱っています。
大手メーカーで組込みシステムの開発に15年従事。Arduino・Raspberry Piを活用した自作IoTデバイスの制作実績多数。電子工作の基礎から応用まで、実務経験に基づいた解説を得意とする。
関連記事
M5Stack入門|はんだ付け不要で始めるIoT電子工作
M5Stackは、約5cm四方のケースにESP32マイコン、カラー液晶、3ボタン、スピーカー、Wi-Fi/Bluetoothまで詰め込んだ小型開発デバイスです。電子工作で最初に立ちはだかるはんだ付けとブレッドボード配線を飛ばせるので、ArduinoやRaspberry Piのように部品を自分でつなぐ前提から、
MQTT入門|HTTPとの違い・QoS・ブローカーまで
初心者向けにMQTTの全体像を整理。Pub/Subとブローカー、トピック設計、QoS 0/1/2、Retain/Last Will、HTTPとの違い(比較表あり)、MQTT 3.1.1と5.0の差分、MosquittoとMQTTXでの最小検証、ESP32のTLS接続までを一気に理解できます。
IoT入門|センサーデータをクラウドへ送る基本構成
IoTは、センサーで拾った情報をどう処理し、どうつなぎ、どこに貯めて、どう見せて使うかまでを5つの層で分けて考えると、一気に道筋が見えてきます。IoT Basics: A Guide for Beginnersでも、デバイスとネットワーク、クラウドやアプリケーションに分けて捉える整理が基本です。
Git入門|電子工作のバージョン管理の始め方
回路図、基板データ、Arduino のスケッチ、部品表、製造用のGerberや資料が増えてくると、電子工作は「作ること」より先に「どれが最新版か」を見失いがちです。